
======> POKROČILÉ ŘÍZENÍ RYCHLOSTI POSUVU
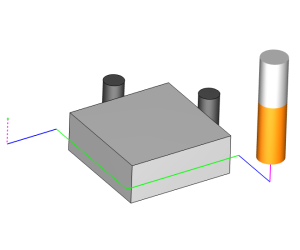
Frézování, obrábění na routru, laserové obrábění, plazmové obrábění, obrábění vodním paprskem nebo jakékoli jiné "tvarové řezání" získává díky novým pokročilým možnostem posuvu výrazné vylepšení ovládání posuvu. Tuto novou kartu najdete v průvodci dvouosým obráběním a přidává další ovládání pro manipulaci s odjezdy a přejezdy, posuvy pro řezání najetí a vyjetí a posuvy pro rohové rychlosti.
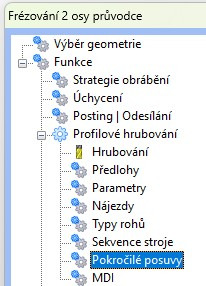
Karta Pokročilý posuv přidaná do Průvodce frézování 2 osami, která byla představena v posledních verzích, poskytuje 3 nové možnosti pro řízení způsobu odesílání (post) posuvů.
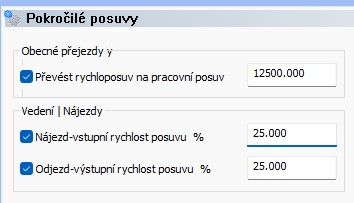
Nahoře v sekci Obecné přejezdy uvidíte zaškrtávací políčko "Převést rychloposuv do pracovního posuvu" a pak číslo.
Pomocí tohoto zaškrtávacího políčka můžete změnit G00 ( pohyby rychloposuvu) na G01 ( pohyby posuvu) při vámi definované rychlosti posuvu.
Proč tuto funkci používat?
Pokud váš stroj využívá rychloposuvy typu odjetí, přeskok, najetí, použijte tuto funkci, abyste zajistili, že se váš stroj bude během rychloposuvupohybovat ve startovní dráze.
To je užitečné pro vyhnutí se přípravkům při udržování volných pohybů v blízkosti pracovního upnutí. Rychloposuvy typu odjetí, přejetí a najetí jsou notoricky známé tím, že vytvářejí chaos kvůli svým dvoubodovým pohybům. Tato možnost tyto problémy řeší.
Otázka - Zlomili jste někdy nástroj, protože narazil do něčeho, co jste nečekali?
Pokud se váš stroj pohybuje pohybem odjetí -> najetí, bude se vám tato nová funkce líbit. Eliminuje tyto dva bodové pohyby a udělá z nich jeden.
Proč tuto funkci používat?
Mnohem snadněji se ověřují nastavení s jednobodovými rychlými pohyby.
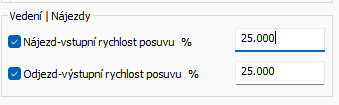
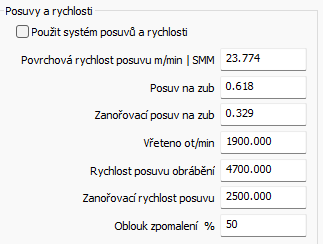
Dále máme k dispozici % ovládání pro vaše pohyby na vstupu a výstupu | najetí a vyjetí. Nyní máte nezávislou kontrolu nad rychlostí posuvu najetí | vyjetí. Pomocí této funkce můžete zpomalit nebo zrychlit své pohyby pro najetí | vyjetí.
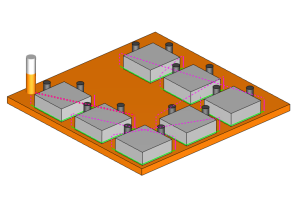
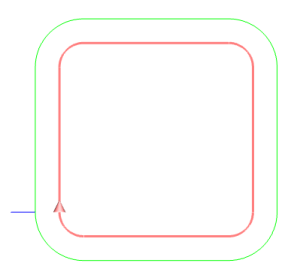
Vstupní a výstupní pohyby | pohyby najetí-vyjetí jsou vyznačeny modře.
Jasně ukazují, jak bude nástroj vstupovat a vystupovat.
Předchozí verze neměly kontrolu nad hodnotami posuvu pro najetí | vyjetí, což znamenalo, že pro řezání profilu byla odeslána (posted) pouze 1 rychlost posuvu. To nutilo některé zákazníky ručně upravovat posuvy a zpomalovat tak vstup nástroje.
Nyní mohou uživatelé pouze upravit hodnotu % pro vstupní nebo výstupní posuv, čímž se tyto úpravy provedou automaticky.
G1 Z.5 F4700. | G1Z.5 F4700. |
| Před přepsáním posuvu Najetí | Vyjetí | Po přepsání posuvu Najetí | Vyjetí |
Když je řezný posuv nastaven a posuv pro najetí a vyjetí | pro vstup a výstup | je nastaveno na 25 %, vidíte, jak je rychlost posuvu zpomalena pro vstupní a výstupní pohybu najetí | vyjetí?
Proč tuto funkci používat?
Když nástroj vstupuje do materiálu, je pod největším zatížením, použijte tuto funkci ke zpomalení pohybů najetí. Poskytne vám řízení rychlosti posuvu specifické buď pro váš náběh, nebo pro váš výběh s nezávislým řízením pro každý z nich.
Otázka - Už jste někdy poškodili nástroj, protože byl příliš vysoký posuv?
Pomocí ovládacího prvku % ovládání pro pohyby najetí | vyjetí můžete nyní automaticky upravit rychlost posuvu najetí nebo vyjetí.
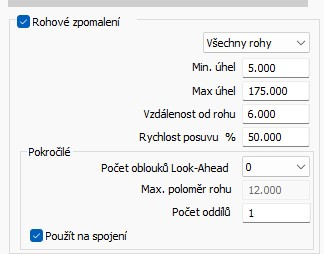
A nakonec tu máme novou funkci zpomalování v rozích, která slouží ke zrychlení řezání zpomalením pohybů v rozích. Nesmí být zaměňována za % zpomalení oblouku z předchozích verzí. Tato nová pokročilá volba posuvu zveřejňuje | odesílá více posuvů pro zpomalení řezání v rohu Zlepšení rychlosti rohového řezání umožňuje uživatelům zrychlit časy cyklů.
Bez použití jakýchkoli možností posuvu se při odeslání řezu profilu zobrazí jeden posuv řezání vašeho profilu.
 Standardní posuv
Standardní posuv
G1Z1.5 F4700. |
| Jedna rychlost posuvu |
Zpomalení oblouku % umožnilo uživatelům zpomalit obloukové pohyby o určité procento. To znamená, že při každém odeslání obloukového pohybu byla odeslána také zpomalená rychlost posuvu.
 Zpomalení oblouku %
Zpomalení oblouku %
G1Z1.5 F4700. |
| Jediná rychlost posuvu pro pohyby oblouku |
V čem je zpomalení v rohu jiné? Při použití zpomalení rohu se rohové pohyby automaticky sníží na vaši rychlost posuvu, jakmile se nástroj přiblíží k rohům.
 Rohové zpomalení
Rohové zpomalení
G1Z1.5 F100. |
Proč tato funkce?
Zpomalování v rohu poskytuje další možnosti řízení rychlosti v rozích. V minulosti jste měli díky zpomalení oblouku v % k dispozici rychlost posuvu pro řezné pohyby a pomalejší rychlost posuvu pro obloukové pohyby.
Aby řada strojů skutečně řezala požadovanou rychlostí v rohu, musí rychlost posuvu při přiblížení k rohu klesat. Jednorázová změna rychlosti posuvu, kterou zpomalení oblouku vytváří, v mnoha případech neposkytuje dostatek času, aby stroj zpomalil do rohu.
Díky novému pokročilému řízení zpomalení v rohu je před rohem vysláno několik rychlostí posuvu, což zajišťuje, že stroj má dostatek času na zpomalení pro dokonalou rychlost v rohu, což umožňuje celkově rychlejší řezání.
Pokročilé možnosti posuvu eliminují rychlosti psích nohou, nastavení posuvu pro vodítka a lepší řízení rychlosti v rohu!
Stáhněte si demoverzi aplikace nový BobCAD a vyzkoušejte tyto funkce ještě dnes!
Zanechte komentář
Vaše e-mailová adresa nebude zveřejněna. Povinná pole jsou označena *
> Podívejte se, co je nového ve verzi BobCAD-CAM 35
Články CAD-CAM
NOVÉ FUNKCE KONSTRUKCE CAD CAM
VYSOKORYCHLOSTNÍ OBRÁBĚNÍ PŘI FRÉZOVÁNÍ
ROTAČNÍ PŘEDNASTAVENÍ A PŘETÁČENÍ POHYBŮ
PŘÍKLADY SYNCHRONIZACE PROFILŮ PRO 4OSÉ DRÁTOVÉ ŘEZÁNÍ | WIRE EDM
PŘÍKLADY 2OSÉ A 4OSÉ DRÁTOVÉ ŘEZÁNÍ | WIRE EDM
4 ZPŮSOBY, JAK ULOŽIT NASTAVENÍ CAM
BOBCAD-CAM SOUSTRUŽNICKO FRÉZOVACÍ MODUL - VYTVOŘENÍ NOVÉHO INDEXU
TECH tip: BOBCAM PRO RHINO V2 TURN MILL | SOUSTRUŽENÍ FRÉZOU
TECH tip: FRÉZOVÁNÍ 4OSÉ STANDARD VS. FRÉZOVÁNÍ 4OSÉ PRO
TECH tip: BOBCAM PRO RHINO V2 ODSTRAŇOVÁNÍ OTŘEPŮ
BobCAM pro RHINO VERZE 2 je nyní uvolněn
Tech tip: Obrábění s otevřenou kapsou
Tech tip: Jak aplikovat kompenzaci stroje nebo opotřebení?
Víceosé dokončování BobCAD V34
Tech tip: Příklad 2osého drátového elektroerozivního obrábění -Fazetka