
---------> VYSOKORYCHLOSTNÍ OBRÁBĚNÍ PŘI FRÉZOVÁNÍ
Vysokorychlostní obrábění se vyznačuje odebíráním velkého množství materiálu s využitím větší plochy nástroje. Na následujícím obrázku vidíme, jak se liší tradiční strategie obrábění od vysokorychlostních strategií obrábění vytvořených pro CNC stroj.
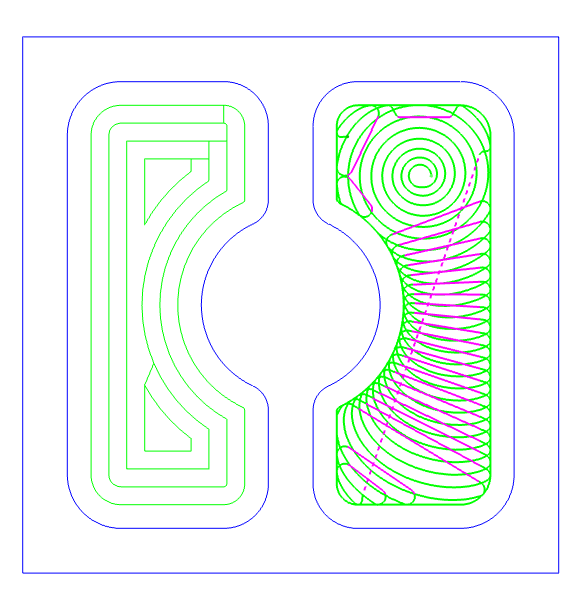
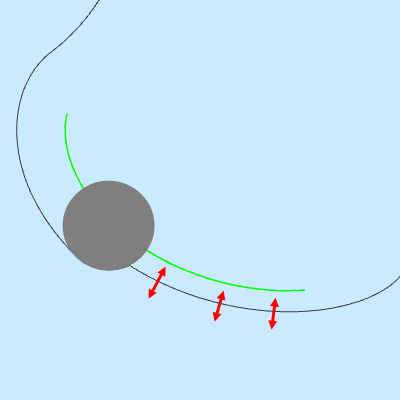
Tradiční vs. vysokorychlostní vzory kapes
Jak vidíme, tradiční dráha vykonává méně pohybů než vysokorychlostní kapsa, ale ty mají obdélníkové rohy, které vytvářejí zatížení nástroje a jsou spojeny s lineárním propojením, které zanechává stopu v materiálu.
Kromě toho, že se zvyšuje zatížení nástroje, nutí obdélníkové rohy k výraznému snížení posuvů. Kromě toho se při tradičním obrábění opotřebovává pouze jedna oblast nástroje. K tomu dochází proto, že zatížení není rovnoměrně rozloženo po celém obvodu nástroje, což způsobuje opotřebení pouze na jedné jeho části a minimalizuje hloubku řezu, aby nedošlo ke zlomení nástroje. Na následujících obrázcích to můžeme pozorovat:
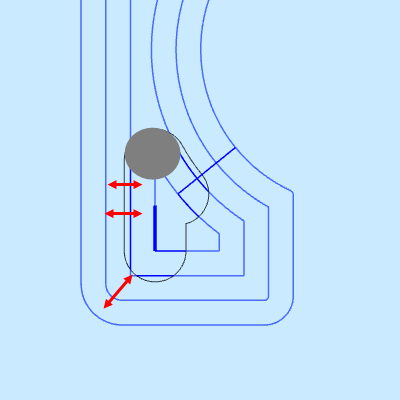 Tradiční
Tradiční
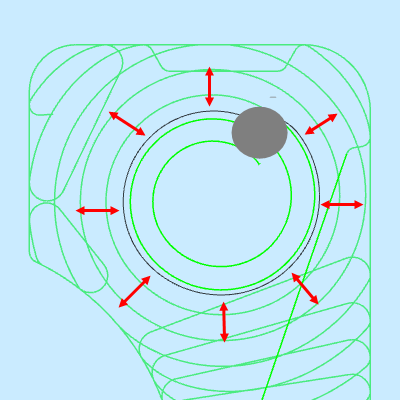 Vysokorychlostní
Vysokorychlostní
 Tradiční
Tradiční
 Vysokorychlostní
Vysokorychlostní
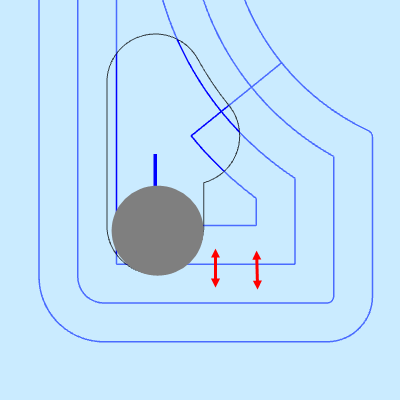
Nyní, když jsme pochopili rozdíl mezi tradičními a vysokorychlostními strategiemi, podívejme se podrobněji na dopad na nástroj. Při řezání materiálu nástrojem vzniká teplo, zatížení a opotřebení. Na následujícím obrázku vidíme, jak jsou tyto faktory rozloženy na nástroj v závislosti na typu řezání:
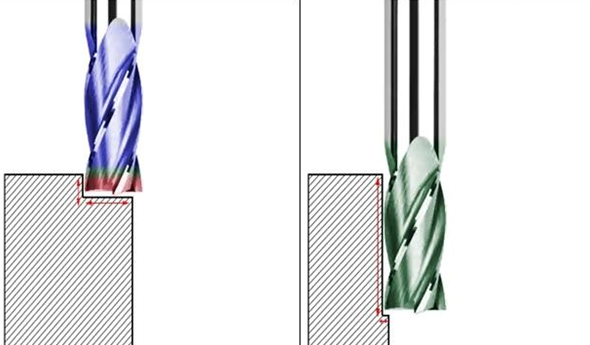
Tradiční vs. vysokorychlostní hloubka řezu
Tradiční strategie se při řezání zaměřují na špičku nástroje, takže se tato část opotřebovává a zahřívá. Při vysokorychlostním řezání se opotřebení rozkládá na celé tělo frézy a využívá se celá její hloubka. Sdílení zatížení a tepla a mikroretrakce ve většině případů eliminují potřebu chladicí kapaliny při obrábění, protože břit nástroje se tolik nezahřívá a mikroretrakce uvolňují tlak a uvolňují třísky.
Bez ohledu na to, zda používáte starý nebo nový stroj, karbidový, destičkový nebo rychlořezný nástroj, tato strategie vám ušetří peníze a čas pokaždé, když potřebujete hrubovat materiál.
> Podívejte se, co je nového ve verzi BobCAD-CAM 35
Články CAD-CAM
TECH tip: ROTAČNÍ PŘEDNASTAVENÍ A PŘETÁČENÍ POHYBŮ
TECH tip: PŘÍKLADY SYNCHRONIZACE PROFILŮ PRO 4OSÉ DRÁTOVÉ ŘEZÁNÍ | WIRE EDM
TECH tip: PŘÍKLADY 2OSÉ A 4OSÉ DRÁTOVÉ ŘEZÁNÍ | WIRE EDM
TECH tip: 4 ZPŮSOBY, JAK ULOŽIT NASTAVENÍ CAM
TECH tip: ČASTÉ DOTAZY ZÁKAZNÍKŮ
TECH tip: BOBCAD-CAM SOUSTRUŽNICKO FRÉZOVACÍ MODUL - VYTVOŘENÍ NOVÉHO INDEXU
TECH tip: BOBCAM PRO RHINO V2 TURN MILL | SOUSTRUŽENÍ FRÉZOU
TECH tip: FRÉZOVÁNÍ 4OSÉ STANDARD VS. FRÉZOVÁNÍ 4OSÉ PRO
TECH tip: BOBCAM PRO RHINO V2 ODSTRAŇOVÁNÍ OTŘEPŮ
BobCAM pro RHINO VERZE 2 je nyní uvolněn
Tech tip: Obrábění s otevřenou kapsou
Tech tip: Jak aplikovat kompenzaci stroje nebo opotřebení?
Víceosé dokončování BobCAD V34
Tech tip: Příklad 2osého drátového elektroerozivního obrábění -Fazetka
Zanechat komentář
Vaše e-mailová adresa nebude nikde zveřejněna. Povinná pole jsou označena *