
--> TECH tip: ROTAČNÍ PŘEDNASTAVENÍ A PŘETÁČENÍ POHYBŮ
Eliminovat zdlouhavé otáčení je možné pomocí několika jednoduchých triků! Zatímco většina strojů nemá žádná fyzikální omezení, kolik otáček může rotační osa provést v jednom směru, většina řídicích jednotek má omezený počet stupňů otáčení, které lze v programu vyvolat. To obvykle vyžaduje pauzu před nebo po operaci, aby se rotační osa mohla otočit zpět nebo "přetočit" o dostatečný počet otáček, aby se dostala na správné "místo" otáčení. V tomto dokumentu bude vysvětleno, jak ručně aktualizovat kód, aby se eliminovaly zbytečné otáčky, a jak se případně obrátit na BobCAD-CAM, aby byly postprocesory aktualizovány tak, aby to dělaly automaticky.
Rotační polohy a limity řídicí jednotky
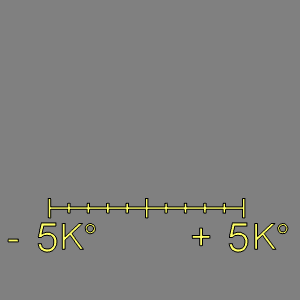
Poloha na určité rotační ose bude stejná bez ohledu na to, kolik otáček bylo použito k jejímu dosažení.
 Poloha: 0°
Poloha: 0°
 Poloha: 0°, 360°, 720°, 1080°, atd....
Poloha: 0°, 360°, 720°, 1080°, atd....
Na obrázcích výše vidíte, že poloha na rotační ose, v tomto případě označená červeně, bude stejná bez ohledu na to, kolikrát se k ní otočíte o 360°. Protože však řídicí jednotky nemohou neustále přidávat stupně otáčení až do nekonečna, mají řídicí jednotky minimální a maximální limity otáčení.
Příklad
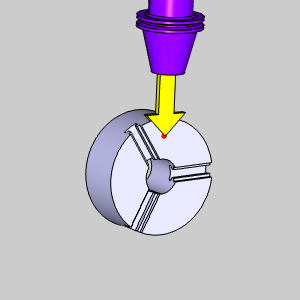
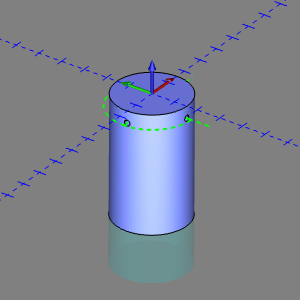 Funkce A: Pozice vrtání
Funkce A: Pozice vrtání
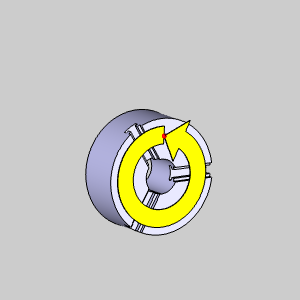
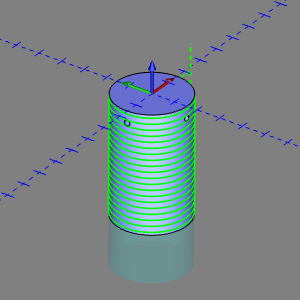 Funkce B: Rotační dráha nástroje
Funkce B: Rotační dráha nástroje
Pro tento příklad, vrtání a rotační obrábění se bude provádět na ose C stroje s řídicí jednotkou, jejíž meze otáčení jsou záporných pět tisíc stupňů až kladných pět tisíc stupňů, celkem deset tisíc stupňů otáčení, což si můžeme představit pomocí obrázků níže.
 Celkový počet dostupných otáček: 10 000°
Celkový počet dostupných otáček: 10 000°
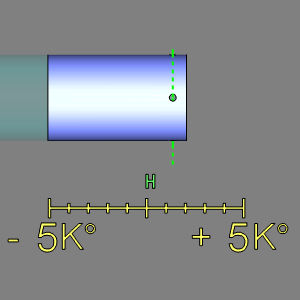 Vrtání: 360°
Vrtání: 360°
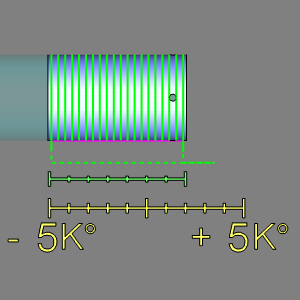 Rotační: 7 000°
Rotační: 7 000°
Problém
Ačkoli jsou na tomto řídicím systému možné všechny operace, přechod z konce vrtání do začátku rotačních operací a zpět do výchozí polohy vyžaduje velké změny stupňů otáčení. Na obrázcích níže si všimněte, jak drasticky se musí změnit poloha osy C, aby bylo možné zahájit rotační dráhu nástroje.
Na těchto obrázcích není vidět, jak se řezy zastavují, aby se rotační osa mohla otočit o více než třináct otáček a dostat se do správné polohy. To je čas, který jednoduše není třeba vynaložit. Koneckonců, poloha je stejná bez ohledu na to, kolik úplných otáček je potřeba k jejímu dosažení.
Řešení A: Ruční aktualizace kódu
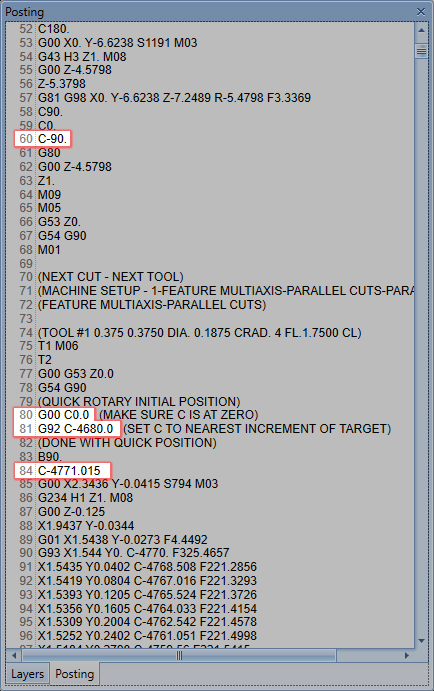
Pomocí G92 můžeme snadno posunout pracovní souřadnicové systémy tak, aby se přikázaná poloha stala aktuální polohou v aktivním pracovním systému pro určitou osu. V našem případě byla poslední volaná osa C C-90. Další pozice, do které se chceme dostat, je C-4771.015. Nyní bychom mohli aktualizovat aktuální polohu bez přesunu osy, ale abychom si usnadnili práci a eliminovali možnost chyby na naší straně, přesuneme se nejprve na přírůstek 0/360.
- Zde je náš kód pro naše vrtací operace:G81 G98 X0. Y-6.6238 Z-7.2489 R-5.4798 F3.3369
C90.
C0.
C-90.
G80
G00 Z-4,5798
Z1.Chcete-li se dostat na nulu, přidejte řádek kódu a zadejte G0 C0.G81 G98 X0. Y-6.6238 Z-7.2489 R-5.4798 F3.3369
C90.
C0.
C-90.
G80
G00 Z-4,5798
Z1.
G0 C0 - Tím se naše rotační jednotka posune do polohy s krokem 0/360. Nyní zjistíme, o kolik plných otáček se přiblížíme k požadované poloze C -4771,015: -4,771,015 / 360 = -13,25281944.
- Chceme plný počet otáček, takže desetinná místa budou vypuštěna, čímž získáme -13 otáček na přírůstek 0/360. Pro zjištění místa, které se má aktualizovat, vynásobte -13 číslem 360 : -13 * 360 = -4 680.
- Přidejte řádek kódu a zadejte G92 C -4680.G81 G98 X0. Y-6.6238 Z-7.2489 R-5.4798 F3.3369
C90.
C0.
C-90.
G80
G00 Z-4.5798
Z1.
G0 C0
G92 C -4680
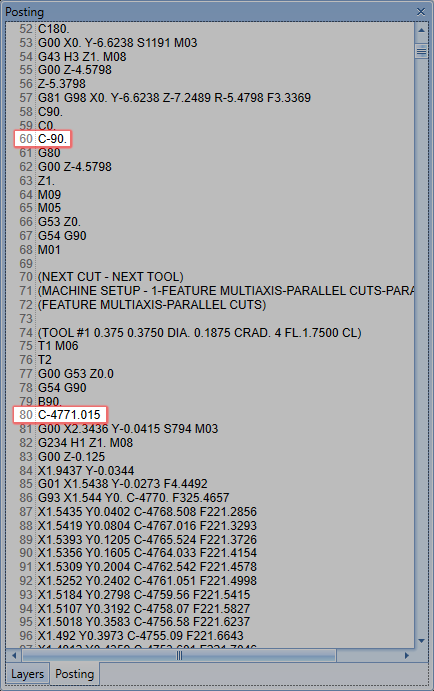
Pozice je aktualizována. Naše další pohyby nyní eliminují potřebu těchto dalších 13 otáček a vyžadují jen něco málo přes 90 stupňů rotace:T1 M06
T2
G00 G53 Z0.0
G54 G90
B90.
C-4771.015
G00 X2.3436 Y-0.0415 S794 M03
Stejné kroky lze opakovat na konci programu, aby rotační osa zůstala na nule. Pokaždé, když je nutné eliminovat další rotace, jsou kroky vždy stejné:
- Posun na nejbližší přírůstek 0/360.
- Aktualizace polohy pomocí G92 na nejbližší přírůstek 0/360 požadované polohy.
- Pokračování programu.
Řešení B : Aktualizace postprocesoru
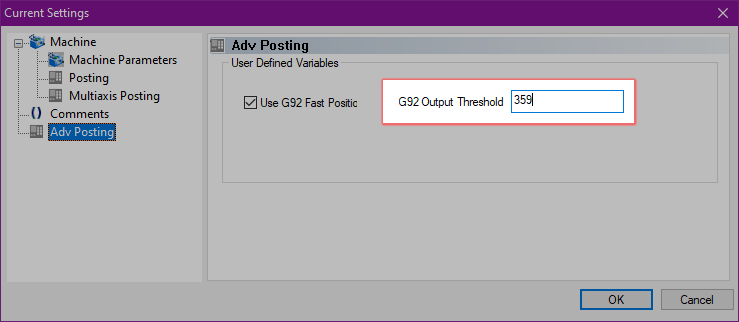
Jednou z mnoha výhod pro zákazníky s aktivovanou technickou podporou je možnost nechat si postprocessoryupravit od podpory. Pro řešení této situace lze do vašeho postprocesoru přidat vlastní skript, který vám v dialogu Aktuální nastavení aktuální úlohy poskytne zíložku | stránku pro pokročilé odesílání postů:
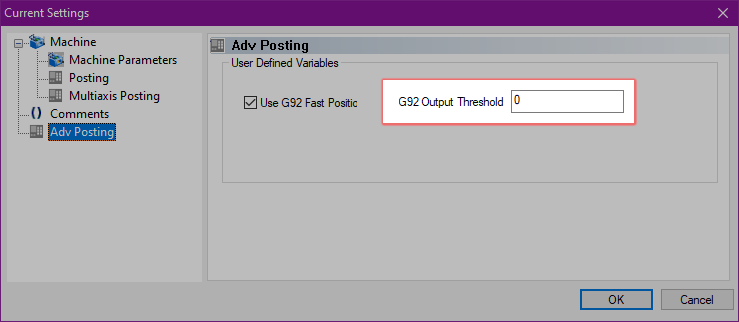
V tomto dialogu můžete zadat, kolik stupňů přetočení vám vyhovuje, než je skriptování automaticky odstraní. Zadáte-li hodnotu menší než 360, váš post bude toto řešení používat vždy, když se vaše rotační osa bude muset otočit o celou otáčku, aby program pokračoval nebo skončil.
U stejného programu je práce provedena za nás, aniž bychom museli ručně aktualizovat náš kód.
 Bez skriptování: 13+ plných otáček přetáčení
Bez skriptování: 13+ plných otáček přetáčení
 Se skriptováním: 181° otáčení
Se skriptováním: 181° otáčení
> Podívejte se, co je nového ve verzi BobCAD-CAM 35
Články CAD-CAM
TECH tip: PŘÍKLADY SYNCHRONIZACE PROFILŮ PRO 4OSÉ DRÁTOVÉ ŘEZÁNÍ | WIRE EDM
TECH tip: PŘÍKLADY 2OSÉ A 4OSÉ DRÁTOVÉ ŘEZÁNÍ | WIRE EDM
TECH tip: 4 ZPŮSOBY, JAK ULOŽIT NASTAVENÍ CAM
TECH tip: ČASTÉ DOTAZY ZÁKAZNÍKŮ
TECH tip: BOBCAD-CAM SOUSTRUŽNICKO FRÉZOVACÍ MODUL - VYTVOŘENÍ NOVÉHO INDEXU
TECH tip: BOBCAM PRO RHINO V2 TURN MILL | SOUSTRUŽENÍ FRÉZOU
TECH tip: FRÉZOVÁNÍ 4OSÉ STANDARD VS. FRÉZOVÁNÍ 4OSÉ PRO
TECH tip: BOBCAM PRO RHINO V2 ODSTRAŇOVÁNÍ OTŘEPŮ
BobCAM pro RHINO VERZE 2 je nyní uvolněn
Tech tip: Obrábění s otevřenou kapsou
Tech tip: Jak aplikovat kompenzaci stroje nebo opotřebení?
Víceosé dokončování BobCAD V34
Tech tip: Příklad 2osého drátového elektroerozivního obrábění -Fazetka
Zanechat komentář
Vaše e-mailová adresa nebude nikde zveřejněna. Povinná pole jsou označena *